Le choix du média abrasif est un facteur déterminant dans la réussite d’un procédé de tribofinition. Il dépend de l’objectif recherché (ébavurage, polissage, rayonnage, brillantage, poli-miroir, effet mat), de la matière des pièces, ainsi que de leurs géométrie, dimensions et complexité.
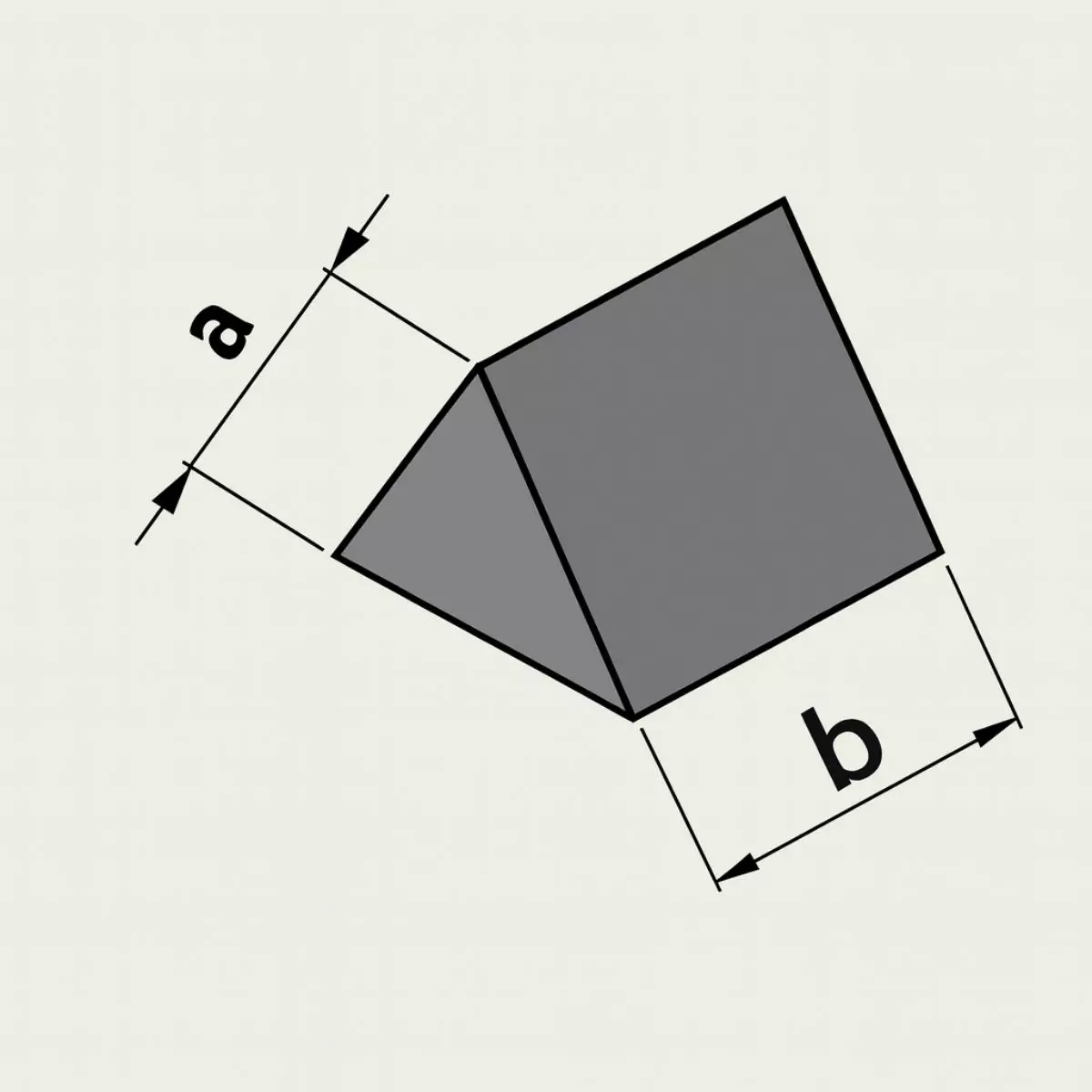
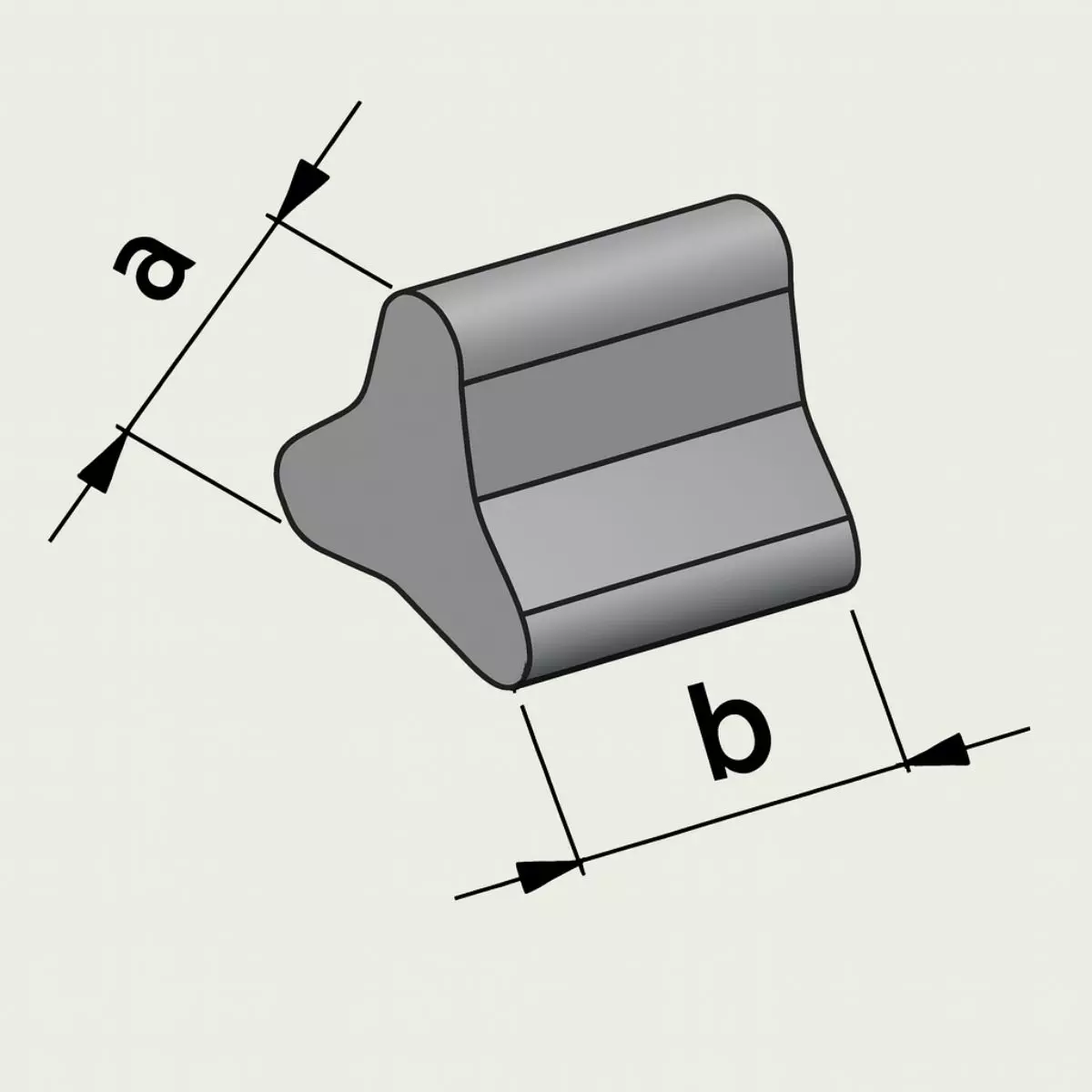
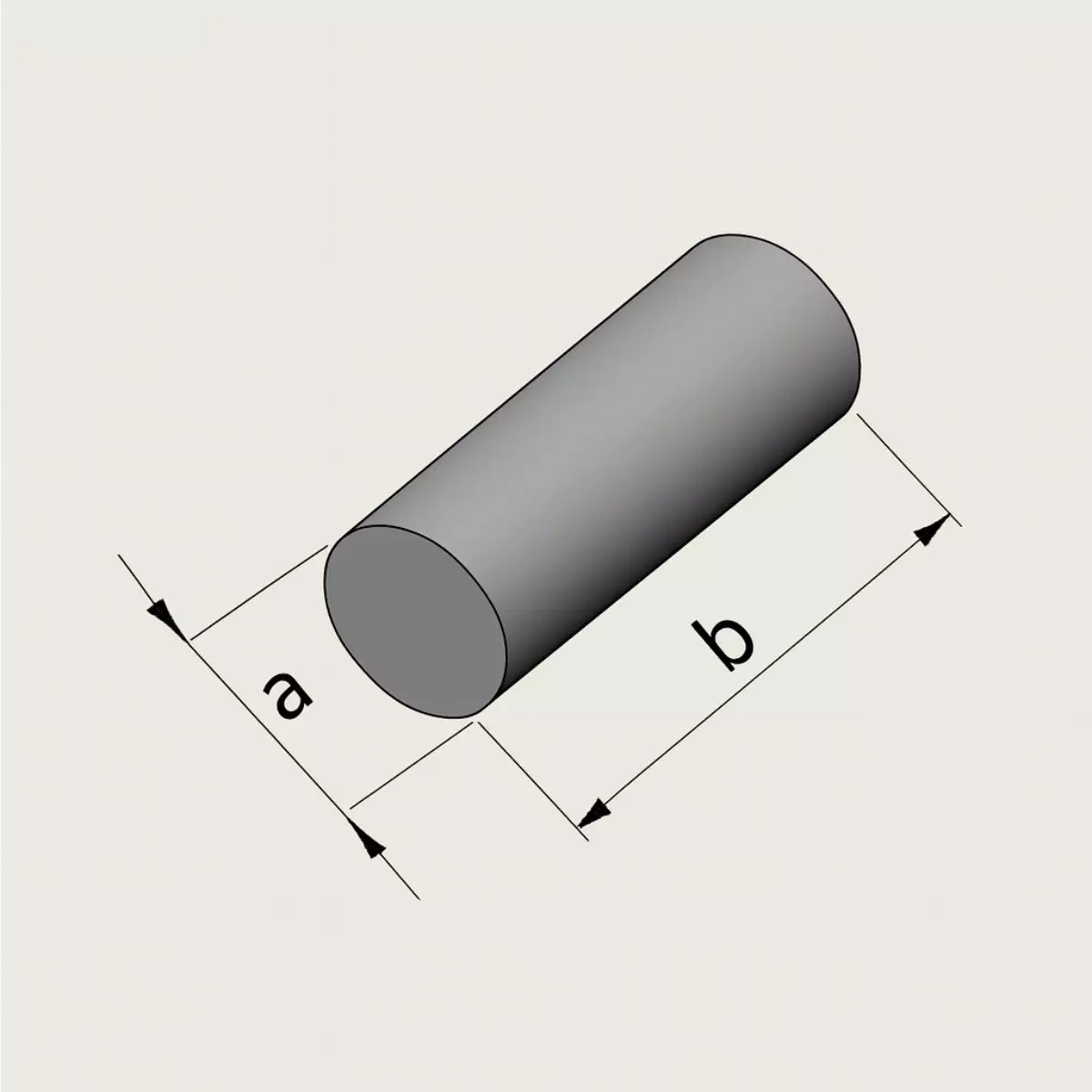
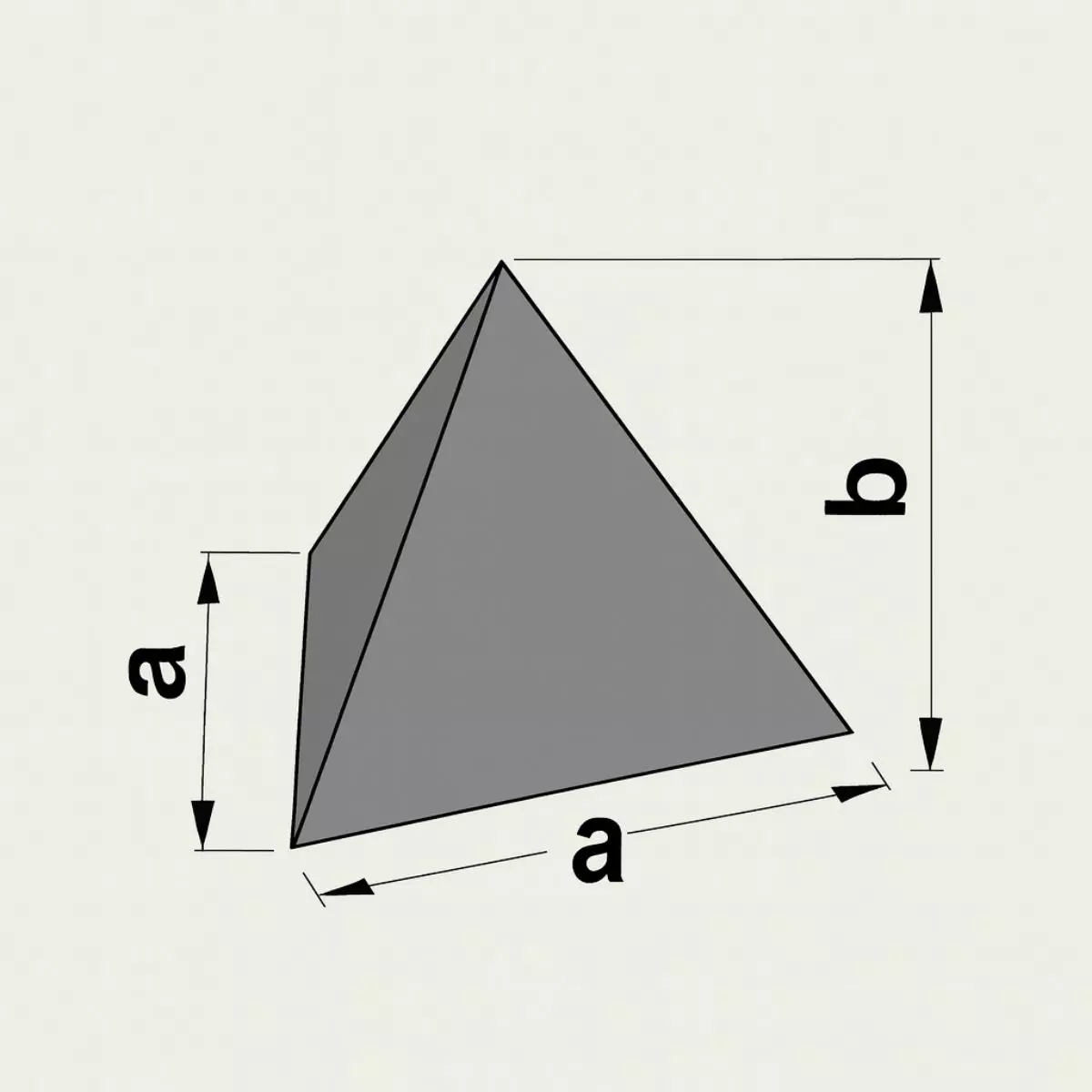
La sélection s’appuie sur plusieurs critères techniques : nature du média (céramique, plastique, métallique…), forme, dimensions, pouvoir abrasif, densité et compatibilité avec la puissance de l’équipement utilisé. Un média plus dense et abrasif permettra un enlèvement de matière plus rapide, mais s’usera davantage ; à l’inverse, un média moins agressif offrira une usure réduite au prix d’un temps de cycle plus long.
Enfin, des étapes clés comme la séparation pièces/médias, la gestion de l’usure ou le rodage préalable des médias conditionnent la reproductibilité et l’ergonomie des procédés. Une approche méthodique, intégrant l’ensemble des paramètres opératoires, garantit efficacité industrielle, maîtrise des coûts et constance des résultats.